

別のパターンでは下図に示すパターンがあります。

写真中央のサンプルを見てください。
はじめに、中央のくぼみを比較的フラットなガウジで切削します。
両側のチャネル(みぞ)はVツールで加工されます。
下図はその様子を示します
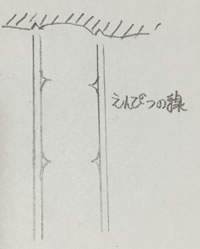
エンピツで先に線を書きます。線の幅は、個々のデザインの幅を示しています。Vツールの底のラインに沿うように第三の中央ラインを書く必要はありません。
単に、アウトサイドのエンピツ線を基準に作業を進めます。そして、Vツールはそれらを超えないように注意して作業します。
繰り返し登場する模様は、ディバイダーで印をつけます。
それぞれの切り口模様は、下方向にスタブカットしますが、カーブにフィットしたガウジを選択して角度をつけて行います。
もちろん、エンピツので描いた直線を越えて、加工してはいけません。切り口はVカットの底のところで止めます。
作業を行うと、ガウジを垂直方向に保持してはいけないことに気がつくと思います。少し角度をつけて、ガウジの外側の角がVみぞの底の部分で止まるようにします。こうすると、切削のゴミを外側の表面から取り除くことができるようになります。
一般的には小さなスキューチゼル(角度のついた刃があるチゼル)がこの作業には最適です。
同じようなカッティングパターンは下図です。

中央のサンプルがそのパターンです。
溝に対して、その溝に沿う部位(溝)を先に加工します。そして、一連のカットを、溝に対して垂直方向からガウジで加工します。このパターンでは大きなガウジと小さなガウジを交互に使います。余分な木屑は、角度をつけたスキューチゼルを用いて取り除きます。